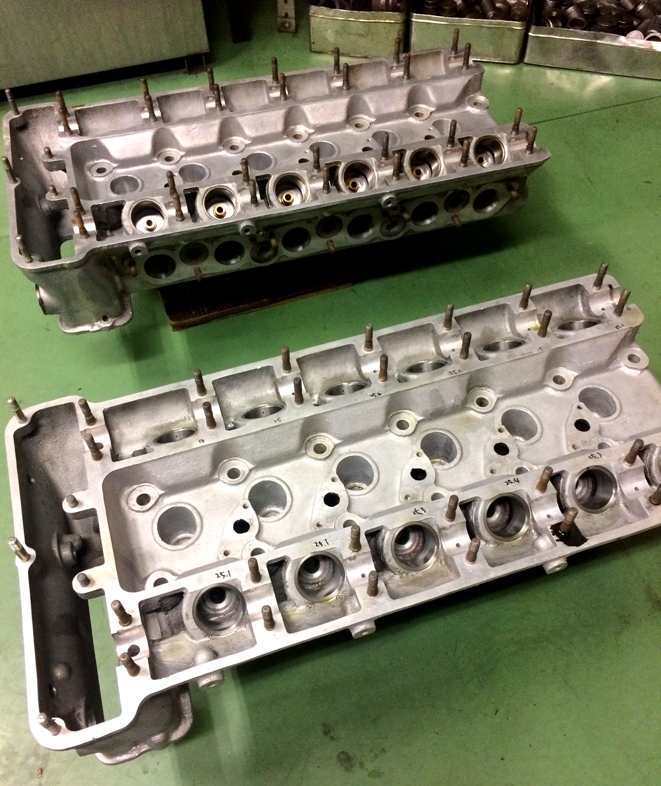
TOYOTAの3Mシリンダーヘッドの加工しています。3Mと言えば、トヨタ2000GTのエンジンです。
先日から加工しているリフタースリーブの入替作業です。リフターの入る部分にスリーブが入っているのですが、上下に動いてしまっています。
加工は、抜くのも入れるのも大変です。
スリーブ自体は当社の削り出しです。動かないような工夫形状で製作します。油路もつけます。
2台共同じ作業なので頑張りましょう。



TOYOTAの3Mシリンダーヘッドの加工しています。3Mと言えば、トヨタ2000GTのエンジンです。
先日から加工しているリフタースリーブの入替作業です。リフターの入る部分にスリーブが入っているのですが、上下に動いてしまっています。
加工は、抜くのも入れるのも大変です。
スリーブ自体は当社の削り出しです。動かないような工夫形状で製作します。油路もつけます。
2台共同じ作業なので頑張りましょう。

ランボルギーニ ウラカンのバルブガイドを製作しています。
画像の左の2本が当社で製作したバルブガイドです。
材質はもちろんベリリューム銅材です。
以前も話したのですが、ベリでもガイドに適した成分のグレードを使用しています。
形状はPORSCHE996系にそっくりですね。
材質も焼結合金を採用したなんて、以前のランボのガイドより良くなっていますね。
(右の2本が抜いたノーマルのガイドです。)

RB26DETTのシリンダー加工をする準備中です。24Uと05Uの新品のシリンダーブロックの加工です。
今日は3台新品が集まっています。
中古も数台控えていますが、これからシリンダー内径のボーリングホーニングです。
前にもお話ししたのですが、新品のブロックは何故か鋳物が柔らかいです。
また、ダミーヘッドの影響もすごく出ます。
ダミーヘッドのトルクをかけると上の方は〇〇に変形して下は〇〇になる。
とにかくダミーヘッド付での仕上げは大事ですよ。
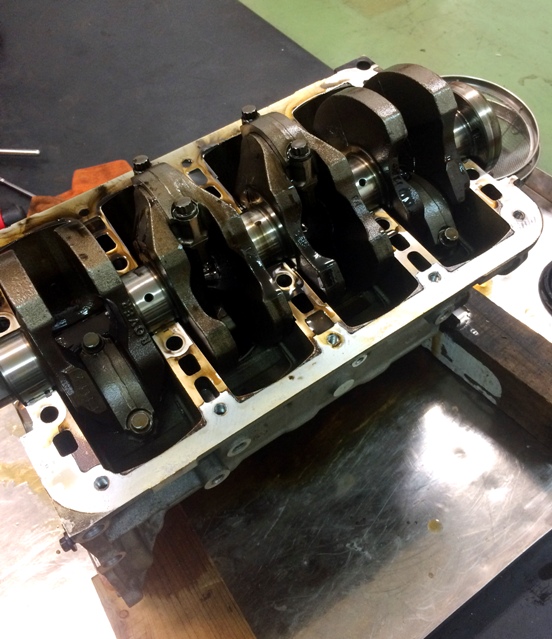
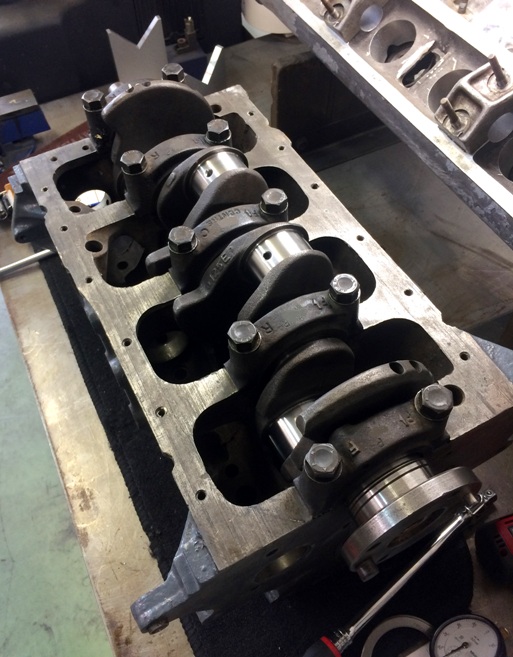
ローバーの腰下を分解点検しています。
画像見て面白くないですか?コンロッドはまだクランクに付いています。
ラダーキャップを先に取り外してからコンロッドを緩めるのです。
当社はこのローバーエンジンは慣れているのでお手の物です。
しかし、オイルとエンジン内壁面が黒いですね。ブローバイが多く出ているのでしょう!
ピストンとライナーを交換したいところですが、、、
クランクシャフトのラッピング研磨とメタル合わせを実施しました。
メインメタルのクリアランス測定とピストンクリアランスの確認です。
スラストメタルのクリアランスも確認しますが、用意したスラストメタルがオーバーサイズなのでクランクが入らない!
0.010inオーバーのメタルだ。⒈枚に付き0.010inオーバーなので0.5㎜位スタンダードメタルよりクランクを幅広げしないと!
しかし、クランクのスラスト面は綺麗なので今回スタンダードでいきましょう。
無理に広げるのは良くないです。もったいないです。
ピストンリングは日産のTopリングを流用するCOSWORTH835ピストンです。
もうすぐ完成です。

トヨタのスーパーカーのシリンダーヘッド(3M型エンジン用)を加工しています。かなり気を使います。
正直ドキドキしながらの加工です。
貴重品なんてもんじゃないですからね。
このエンジンはバルブリフターホールにスリーブが焼嵌めされています。鋳鉄製のスリーブです。
このスリーブを入替する作業の一部画像です。
英車のジャガー直6やLOTUSツインカムヘッドにもリフタースリーブが入っています。昔は摩耗する事と焼き付きが心配だったのでしょうね。
スリーブの締め代等が非常に難しく気を使う部分です。

RB26の腰下加工と組み立てができました。
メタルはNISMOですが、在庫が無くて時間かかりました。
最近RB26の部品も入手に時間かかる様になってきています。
すべての部品を大事にしないといけないですね。
この腰下はクランクのダイナミックバランスやシリンダーの加工と定番ではありますが、気合の入ったエンジンです。

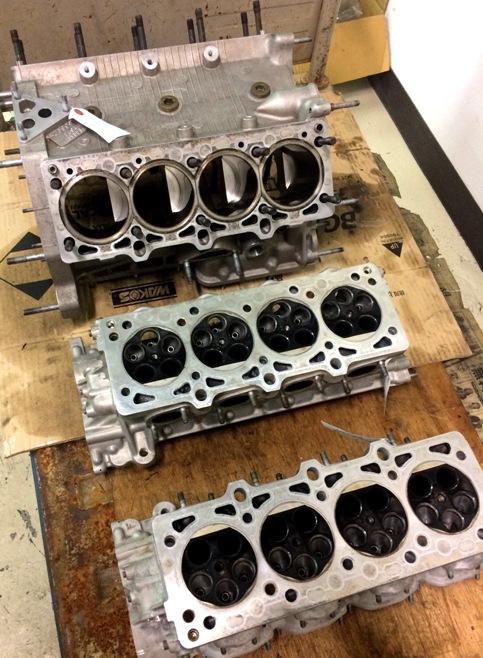
今もたくさん加工がくるL型ヘッド。
L28のN42ヘッドです。このヘッドを燃焼室アルゴン盛りを行いシートリングを入替ます。
シートリングもNAで使用するから様々な材質を選択できます。
鋳鉄系の材質から耐熱鋼、はたまたブロンズ系の材質からBecuまで。ターボの場合はこれらではもたない事もあるので限定されてしまうのですが。。
しかし、年月の経っているアルミ鋳物は腐食もあって苦労するのです。
まだまだL28エンジンは現役です!
V8のエンジンを水圧検査します。
このエンジンの圧検の治具類が全く無いので、治具から製作です。
色々な形状の治具が必要なので大変です。
ボルトのピッチや高さなどの採寸もそれなりにしっかりしないといけません。
ヘッドもブロックも何事も無ければいいのですが。
水漏れは嫌ですね。

今日も2JZの加工を行いました。
シリンダーのボーリングホーニングです。
クロスハッチの角度を考えてスピード調整します。
2JZのシリンダー加工数台連続して加工しました。
ダミーヘッド2枚じゃ足りないから増産しないと!
明日はL28とRB26のシリンダー加工をします。