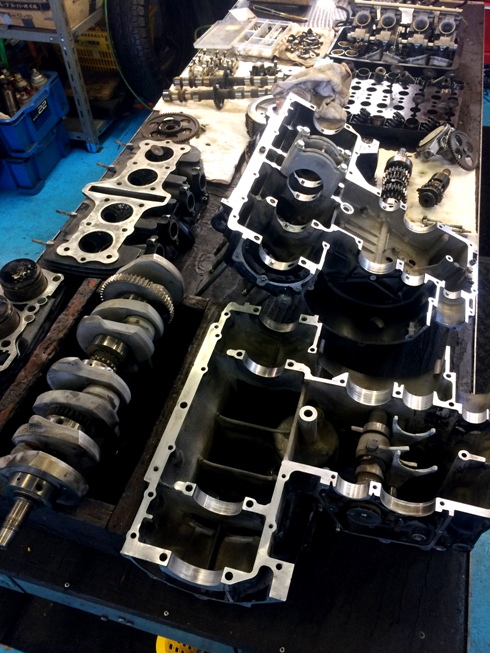
メルセデスベンツのV8エンジンやっとできました。(前回りが一部これからですが)
WPC処理とバランス関係とヘッドのオーバーホールしました。
分かっていましたが、組みあがるとでかいエンジンです。




メルセデスベンツのV8エンジンやっとできました。(前回りが一部これからですが)
WPC処理とバランス関係とヘッドのオーバーホールしました。
分かっていましたが、組みあがるとでかいエンジンです。
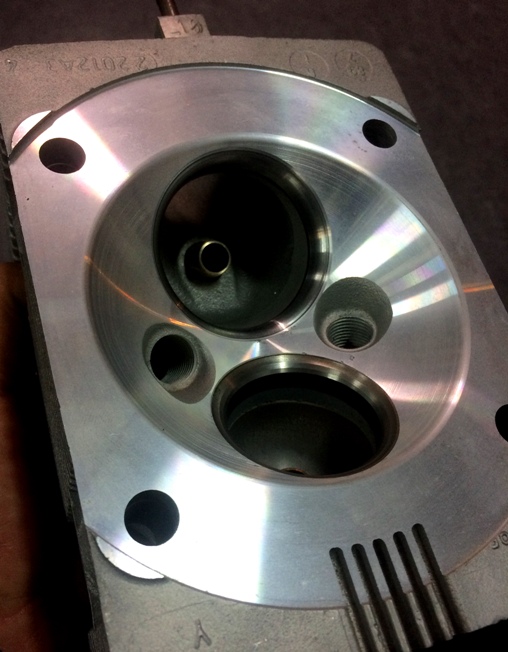
ポルシェ964後期型のシリンダーヘッドの燃焼室をCNC加工しました。
964は3.6リッターのエンジンでツインプラグです。
加工は、基本的にはノーマル形状に対して最小限での切削加工を施しました。
形状をととのえる事と面粗度を上げたいのでの加工です。
このヘッドはINT50.5㎜のビッグバルブ仕様に加工してあります。

森精機の旋盤です。当社のバルブガイド製作専用で使用しています。
もう数年前に購入したのですが、毎日止まることなくバルブガイドを製作しています。
鋳鉄ガイドは製作しないですべて非鉄金属です。
PBB、ABB、Becu等等の材料です。
ひと昔前の機械ですが、トラブル時に森精機と通信して解決するシステムが乗っている機械です。
ピッチ回線だったかもですが。。。
これからも頑張ってもらう器械です。

日産の電子スロットルの拡大加工をしています。
拡大すのるのですべての部品を取り外します。モーター、スロットルシャフトは抜き全部分解します。
ボディーはウェットブラスト処理をして綺麗にします。画像は分解されたマーチのスロットルボディです。
その後治具に取付して内径の拡大加工です。ダイキャスト製品なので巣穴が出る事もあります。そんな事に気を付けて加工します。
その後はスロットルシャフトの加工とスロットルバルブの製作です。
特殊な角度で加工された外周も再現しながら製作します。
スロットルバルブの材質は当社では3種類を使い分けて作ります。
ブーストで曲がらない様な材料も使用します。
最近は電子スロットル加工が増えてきました。

ドカティのシリンダーライナー加工をしました。ライナーの製作入替です。
ライナーはシリンダー本体に焼嵌めで取付されています。シリンダーの方の穴が小さいのです。ライナーの外径の方が大きいのです。
当然ですが、これで走行中にも動いたりしないのです。適正な締め代はエンジンによって異なります。これの判断も経験です。
画像右はフロントシリンダーです。左はリアシリンダーです。
後に写っているシリンダーはハーレーのショベルヘッドのシリンダーです。
お客様の工場での写真です。KawasakiZ1エンジンのオーバーホール前の状態です。全部分解しました。
悪いところが無いかお客様と私で各部の点検をしました。
見れば見るほどいろいろ出てきます。でも最小限のオーバーホールなのである程度は目をつむります。
今でも人気のKawasakiZ当社も大得意のエンジンです。

ノンターボブロックを加工してターボ仕様にする加工が多いです。
画像はNAブロックです。分かりますか?タービン戻りの油口が無いでしょ。
マシニングセンターの上にも一台ブロックが乗っています。加工中です。
2JZもNA改が多くなっていますね。程度の良いターボエンジンが少なくなっていますからね。

FERRARIのシリンダーブロックの水圧検査用の治具プレートを製作しました。
ロゴをマシニングセンターで切削掘り込みしてみました。
CADCAMは調子いいです。jpg→DXF→当社の拡張子に変換しNCデータ作成です。

V型エンジンのダイナミックバランス修正を数本行いました。
シボレーのV8、トヨタV6の2GR、日産V6のVQ35エンジンです。
V8エンジンの場合、いわゆるエクスターナル式でバランス修正している物とインターナル式でバランス取りされている物があります。このどちらかで修正するのかは回してみないと分からない事があるのです。
カウンターウエイトの付き方でありウエイトの重量です。日本のエンジンでエクスターナル式バランスはMAZDAのロータリーエンジンです。前後に付いたウエイトでバランスを取ります。
V型バランスに必要なBOBウエイトの計算はさほど難しいものではないですが、V6エンジンの場合はV8とは異なるのでちょっとした係数をかけてあげます。ピストン等の往復運動する重量とコンロッドの大端部の回転運動する重量を測定して、またエンジンオイルの重量も加え計算していきます。
最近エンジンネタが多いです。
製作物や機械の紹介が少ないですね。
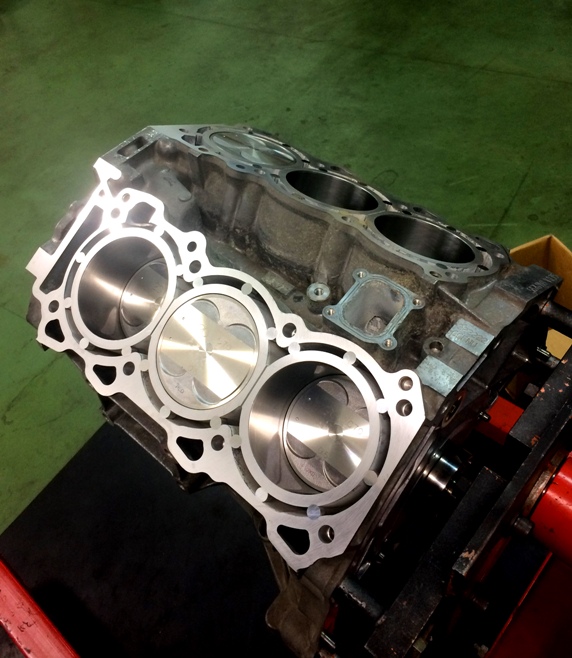
画像はVQ35DEエンジンの腰下加工して組付けを実施した物です。
ウォータージャケット内にPinを入れ加工しました。
それからBOBウエイト付でのDynamicバランスも実施しています。
ピストンは純正のオーバーサイズでシリンダーボーリングホーニング加工をしました。
もちろん、メタル合わせを実施しての腰下組立です。